






鋼襯四氟推壓管道簡介
鋼襯四氟推壓管道為純機械加工,與其它鋼襯四氟管道的加工工藝相比較,生產出的鋼襯四氟管道有:密度高、表面光滑、厚度均勻等特點。“密度高”可以防止介質滲透,并且在使用中不易變形;“表面光滑”使得介質的流動阻力小,有效防止粘滯;“厚度均勻”使得鋼襯四氟管道強度高,且在翻邊處密封性能好。適用于各種濃度的酸、堿、強氧化劑、王水等強腐蝕介質。
襯氟推壓管道是將鋼件焊接加工完成后,將PTFE成品塑料管通過機械拉力拉入預制好的直管中,使內襯層與鋼件緊密結合;然后通過火焰加熱或鹽藥水加熱,使密封普通PTFE管到一定溫度,翻邊成型為密封面;再進行應力消除。

鋼襯四氟模壓管道簡介
鋼襯四氟模壓管道、管件采用“模壓整體、一次成型”的加工方式,將優質的聚四氟乙烯粉料直接壓在鋼件內壁經燒結成型而成。其特點就在于可以將大直徑的塔節或者形狀不規則的三通、四通的四氟內襯,完全做成一個整體,沒有拼縫、無需焊接。四氟內襯的厚度在可在10mm左右,強度大、塑性好、經久耐用。密封面平整、厚實,無需墊片、自然密封。
經過多年探索和客戶長期使用,我公司成功開發了可長期在高溫(150℃以內)極限負壓工況穩定運行的鋼襯四氟管道及管件,解決了以往鋼襯四氟管道及管件不能耐負壓的缺點,在許多蒸餾等高溫高負壓系統中得到了廣泛的應用。

鋼襯四氟推壓管件、模壓管件結構圖
在設計選用管道材料時,應提供工作溫度、壓力及介質種類,以便核價和使用不同的襯里工藝,確保使用質量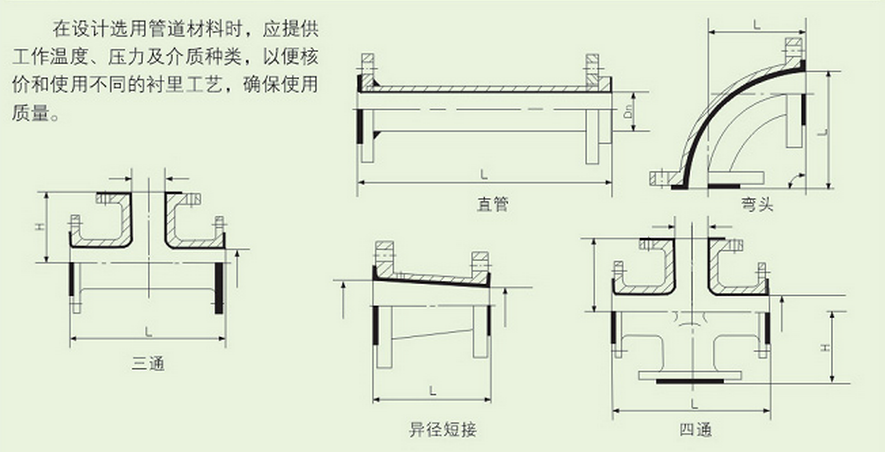

鋼襯四氟推壓管件、模壓管件尺寸表
規格 | 直管 | 彎頭 | 三通 | 四通 | 異徑管 | ||
DN | L | L | L | H | L | L | L |
10 | ≤6000 | 70 | 140 | 70 | 140 | 140 |
|
15 | ≤6000 | 80 | 160 | 80 | 160 | 160 |
|
20 | ≤6000 | 85 | 170 | 85 | 170 | 170 |
|
25 | ≤6000 | 90 | 180 | 90 | 180 | 180 |
|
32 | ≤6000 | 100 | 200 | 100 | 200 | 200 |
|
40 | ≤6000 | 115 | 230 | 115 | 230 | 230 |
|
50 | ≤6000 | 120 | 240 | 120 | 240 | 240 | 100 |
65 | ≤6000 | 130 | 260 | 130 | 260 | 260 | 100 |
80 | ≤6000 | 140 | 280 | 140 | 280 | 280 | 100 |
100 | ≤6000 | 150 | 300 | 150 | 300 | 300 | 100 |
125 | ≤6000 | 190 | 380 | 190 | 380 | 380 | 150 |
150 | ≤6000 | 230 | 460 | 230 | 460 | 460 | 150 |
200 | ≤6000 | (205)310 | 410 | 205 | 410 | 410 | 160 |
610 | 305 | 610 | 610 | 160 | |||
250 | ≤6000 | 255 | 510 | 255 | 510 | 510 | 180 |
380 | 760 | 380 | 760 | 760 | 180 | ||
300 | ≤6000 | 305 | 610 | 305 | 610 | 610 | 200 |
460 | 920 | 460 | 920 | 920 | 200 | ||

推壓四氟管執行標準、特點等
1、 按制造標準執行HG/T21562-94《襯聚四氟乙烯鋼管和管件》。
2、 管道、管件的法蘭均為平焊法蘭,法蘭標準GB/T9119-2000,也可根據須方要求選用,法蘭密封面尺寸執行選用標準之規定的密封面尺寸制造加工。
3、 20#鋼管執行HG20533標準;異徑管、三通標準為HG/T21635。
4、 內襯氟材料選擇:PTFE 。
5、 可耐強酸和強堿,PH可達1-14。
6、 可抵御小分子氣體的滲透,包括氧、二氧化碳、氯氣、氯化氫氣體。
7、 高純,析出率極低,符合光伏行業的純凈要求。
8、 使用溫度寬泛,從超低溫度至150℃。
9、 表面極其光滑,摩擦系數很小。
10、 機械性能強,堅固、耐磨損性能佳。

模壓四氟管執行標準、特點等
1、 按制造標準執行HG/T21562-94《襯聚四氟乙烯鋼管和管件》。
2、 管道、管件的法蘭均為平焊法蘭,法蘭標準GB/T9119-2000,也可根據須方要求選用,法蘭密封面尺寸執行選用標準之規定的密封面尺寸制造加工。
3、 20#鋼管執行HG20533標準;異徑管、三通標準為HG/T21635。
4、 內襯氟材料選擇:PTFE 。
5、 模壓襯里管道、管件的使用溫度為:-40℃ ~ 180℃;模壓襯里管道、管件的使用壓力為: -0.098Mpa ~ 3.0Mpa(根據使用溫度,管道通徑而定)。
6、 可抵御小分子氣體的滲透,包括氧、二氧化碳、氯氣、氯化氫氣體。
7、 高純,析出率極低,符合光伏行業的純凈要求。
8、 表面極其光滑,摩擦系數很小。機械性能強,堅固、耐磨損性能佳。
9、 模壓襯里管、管件一般采用固定法蘭,可能會給安裝帶來很大的不便,因此建議用戶根據設計的管線圖(或用戶指定部份管件),特別在各拐角位置的管道、管件配活套法蘭,以夠滿足正常安裝為準。考慮到該工藝產品質量穩定性、產品使用狀態(耐溫、耐壓及使用壽命) 建議用戶以下方案:DN20~DN40,單根管長度≤1000mm;DN50~DN100,單根管長度≤2000; DN125~DN200單根管長度≤1500。

四氟推壓、模壓襯里厚度
通徑 | 最小襯里厚度(mm) | 通徑 | 最小襯里厚度(mm) |
DN25以下 | 3.0±0.3 | DN125 | 4.0±0.3 |
DN32 | 3.0±0.3 | DN150 | 4.5±0.3 |
DN40 | 3.0±0.3 | DN200 | 5.0±0.3 |
DN50 | 3.0±0.3 | DN250 | 5.0±0.3 |
DN65 | 3.0±0.3 | DN300 | 5.0±0.3 |
DN80 | 3.0±0.3 | DN350 | 5.0±0.3 |
DN100 | 3.0±0.3 | ||

推壓四氟管件工藝簡述
1、 鋼管、法蘭的焊接及表面處理:將鋼管、法蘭焊接好后,噴砂除銹到Sa2級,并清洗雜質,油污等。
2、 將PTFE成品塑料管通過機械拉力拉入預制好的直管中,使內襯層與鋼件緊密結合。
3、 應力消除過程:
(1) 自然消除方法,因直管通徑及定尺加工長度而論,經過2到5天在室溫狀態下應力恢復(效果較好,可耐微負壓)。
(2) 強制消除方法,采用電爐加溫到180℃保溫3個小時后,自然冷卻。(加工速度快,建議不使用在負壓工段)。
4、 成型:通過火焰加熱或鹽藥水加熱,使密封F4管到一定溫度,翻邊成型為密封面。

模壓四氟管件工藝簡述
1、 鋼管、法蘭的焊接及表面處理:將鋼管、法蘭焊接好后,噴砂除銹到Sa2級,并清洗雜質,油污等。
2、 將PTFE成品粉料模壓,通過模具,水壓打壓成型后,通過烘箱烘制而成,使內襯層與鋼件緊密結合。
3、 應力消除過程:
(1) 自然消除方法,因直管通徑及定尺加工長度而論,經過2到5天在室溫狀態下應力恢復(效果較好,可耐微負壓)。
(2) 強制消除方法,采用電爐加溫到180℃保溫3個小時后,自然冷卻。(加工速度快,建議不使用在負壓工段)。
4、 模壓襯里管、管件管配件均以1.5倍設計壓力進行水壓試驗后;經水壓試驗后,100%地進行完好性檢驗,其泄漏點檢驗方法采用電火花測試。

 0523-87481899
0523-87481899 

 English
English











